How MF produce Gear for LED light?
How to secure a reliable driver for our LED lights?
Power adapter named gear or driver asll, it is the product of modern power electronics technology. It maintains a stable output voltage by controlling the time ratio of switch on and off. Due to the progress of power electronics technology, power adapter technology also keeps pace with the times. It has the advantages of high efficiency, low power consumption, small size and light weight, which represents the development direction of regulated power supply. In addition, product design, development, production and manufacturing are also important links to ensure the quality of power adapter. Only by adopting strict production processes and standards can the completed power adapter achieve the expected performance and effect.
 Audited supplier
Audited supplierLED Light Power adapter is the product of modern power electronics technology. It maintains a stable output voltage by controlling the time ratio of switch on and off. Due to the progress of power electronics technology, power adapter technology also keeps pace with the times. It has the advantages of high efficiency, low power consumption, small size and light weight, which represents the development direction of regulated power supply. In addition, product design, development, production and manufacturing are also important links to ensure the quality of power adapter. Only by adopting strict production processes and standards can the completed power adapter achieve the expected performance and effect.
2. Specific production process
The following describes the production process of power adapter module, the standards of each link and matters needing attention.
Manufacturing process flow chart of power adapter
Fig. 1 production process flow chart of power adapter
2.1 prenatal preparation
In order to ensure the smooth progress of product production and manufacturing and complete the production and manufacturing operation with high efficiency and quality, it is necessary to make prenatal preparation in strict accordance with relevant technical documents in advance. Mainly including: preparation of components, raw materials and required related equipment; Design documents, process documents, test methods, production and operation rules and materials of relevant power adapters; It is necessary to complete the assembly of some components and the performance inspection of relevant components in advance.
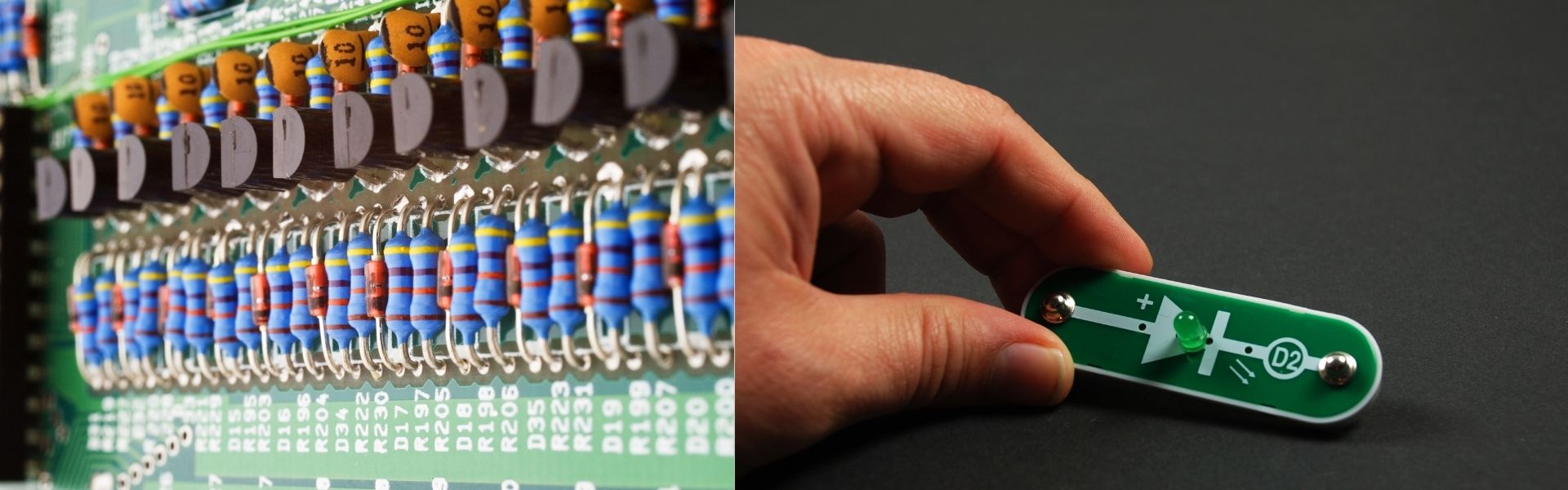
2.2 coil fabrication
Strictly speaking, coil making is also a part of prenatal preparation, but magnetic devices are very key to power adapter and directly affect product performance. Therefore, this item is listed separately, and operators need to have magnetic device qualification certificate. Before winding the coil, determine the winding and performance parameters, determine the material list according to the standards of magnetic devices, select the enameled wire and skeleton according to the performance parameters of magnetic device windings, and cut the size of each winding wire. Fix the frame on the winding machine and do a good job in winding. Special precautions include: the wound coil shall be fastened and flat; Short incoming line and long outgoing line; First primary, then secondary; If there are two secondary windings, when the number of coil turns is the same, they shall be wound at the same time, and when the number of coil turns is different, they shall be wound respectively. Finally, twist the incoming and outgoing wires of each winding for 3-5 turns respectively to avoid loosening, then remove the skeleton from the winding machine, sort out the enamelled wire, scrape the wire and apply tin.
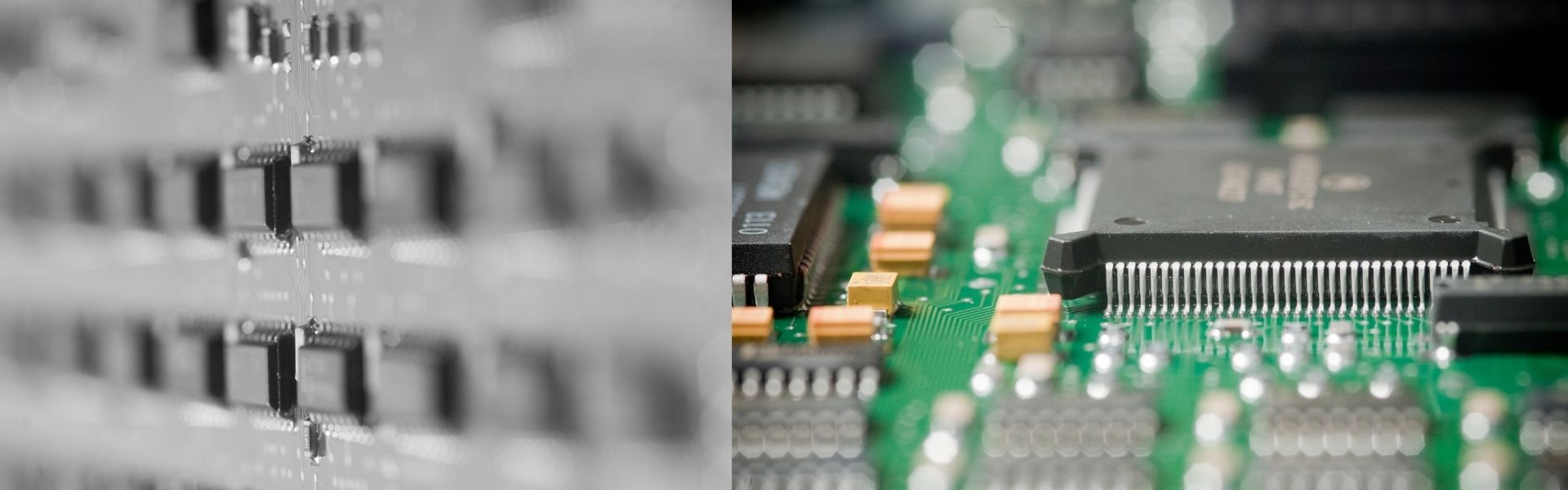
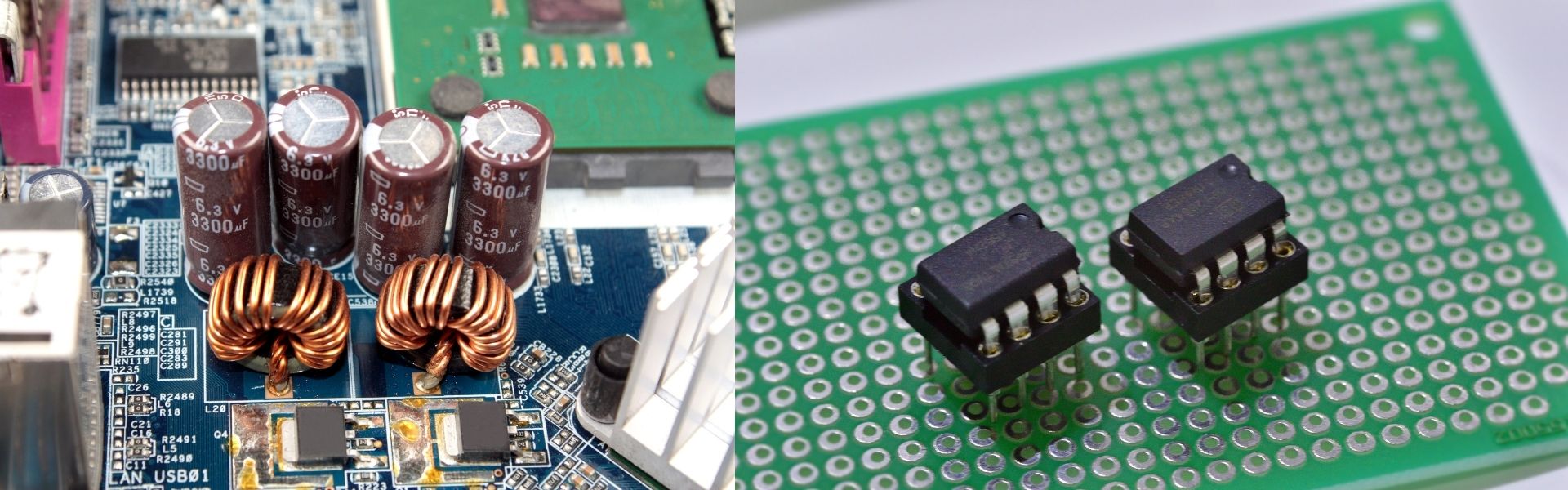
2.3 welding and assembly of components
Standard component welding is the basic guarantee of product quality. It stipulates that there is no missing welding of components, each welding spot is firmly welded, the contact is good, and there is no wrong welding. In the welding process, we should: determine the accuracy of raw materials; The electric soldering iron shall be fully preheated. One hand shall hold the soldering iron and the other hand shall hold tweezers or wires; Welding shall be in order, such as from large to small, from left to right, etc; After each component is welded, it needs to be inspected to see whether it is firm and whether the contact is good. There shall be no offset, desoldering and false welding. The welding joints shall be smooth and round, and there shall be no burrs and other bad phenomena; It is also necessary to check whether there is missing welding and short circuit of components caused by solder flow; The chip, capacitor and resistance shall be close to the substrate surface.
2.4 cleaning
Cleaning refers to cleaning the substrate with an ultrasonic cleaning machine to ensure that there is no excess solder paste and impurities in the product. It is advisable to clean it twice. During operation, ensure the stable installation of cleaning equipment, pour water and plate washing water respectively according to the standard process, and clean for 1 minute. After cleaning, dry it at room temperature or in a high-temperature drying oven, and check the cleaned substrate to see if there is false welding, false welding, empty welding, short circuit, etc.
2.5 inspection
Any production process inspection is not only an indispensable process, but also the last quality assurance before product delivery. The inspection of power adapter mainly includes routine appearance inspection, performance test and high and low temperature test.
The routine test is to inspect the package and appearance of the power adapter, which shall be free of damage, scratch, dirt, pin skew and other adverse phenomena; Place the power adapter under a 1.5-10x microscope to ensure that the coating is free of peeling and blistering, and the lead is free of fracture and corrosion; Check the physical dimension with vernier caliper. According to the provisions of the customer agreement, check the input and output parameters, and check whether the output meets the requirements in case of load transient and input voltage transient.
High temperature test is to place the power adapter in the high-temperature drying oven for more than 2h, and then quickly take out the product for performance test; Low temperature test is to place the power adapter in the low-temperature storage box for more than 2h, and then quickly take out the product for performance test.
2.6 glue filling
Glue filling is to slowly inject the refrigerated colloid into the body. The colloid should not exceed the components, and the surface should be smooth and flat. The products filled with glue are placed in parallel in the tray and solidified for more than 48h at room temperature. The next operation can only be carried out after the colloid has completely solidified. After the product is potted into one, the anti vibration performance is improved to ensure the product quality.
2.7 shell sealing
Parallel seam welding machine is used for shell sealing. First place the product base in the fixture of the parallel seam welder, and then take the cover plate and put it on the product base to confirm the direction of the cover plate. According to the size of the shell to be welded, input the corresponding length and width of the shell and the height of the left and right electrodes on the welding parameter interface. After setting all the parameters, carry out spot welding. After the spot welding, check whether the cover plate and the base are spot welded, and then carry out seam welding. After all welding work is completed, the welding surface shall be inspected under a 20-40 times microscope. The welding shall meet the following requirements: the welding surface shall be well welded without pores, cracks, unsealed, deviation of cover plate and other adverse phenomena; The welding surface shall be flat without unevenness and wheel marks; The welding surface shall not be burned or scratched.

2.8 marking
Marking is the last step before the product is shipped. The product is identified to make the product model and pin function easy to identify and avoid wrong connection and misuse.
3 conclusion
On the basis of the above processes, it is also necessary to set up different detection links after the key links to ensure the product quality of each process. Strict process flow and production standards are what every employee needs to strictly abide by. They are also an important guarantee for product quality and enterprise reputation.
Audited supplier