LENFLEX - Rubber mixing process
Rubber molding:
Concept: in rubber processing, mechanical force, heat, oxygen or the addition of some chemicals are used to change the raw rubber from a strong and elastic state to a soft and plastic state. This process of processing raw rubber into appropriate plasticity is called rubber molding.
Objective: to obtain proper plasticity of raw rubber to meet the needs of subsequent processes.
Preparation for plasticizing: baking - cutting - breaking
 Audited supplier
Audited supplierPlasticizing method of open mixer:
1. Thin pass method: feed the rubber with a roll distance of 0.4 ~ 0.8mm and repeat until the required plasticity is obtained.
2. One time plastic refining method: both roll wrapping method. Under the condition of roll spacing of 4 ~ 5.5mm, after forming the roll wrapping, carry out continuous roll passing plastic refining until the plastic refining process is specified. Short time and poor effect.
3. Sectional plastic method: this method is adopted when the thin pass method and one-time plastic refining method cannot meet the process requirements. The effect is good, but the production management is troublesome.
4. Add plasticizer: on the basis of thin pass method and one-time plastic refining method, add chemical plasticizer to meet the process requirements.
Ideal mixing:
1. The compounding agent is evenly dispersed without frost spraying and scorching.
2. The reinforcing agent has high dispersion and good interface bonding.
3. Have appropriate plasticity.
4. High mixing speed, high production efficiency, low energy consumption, no pollution and low labor intensity.
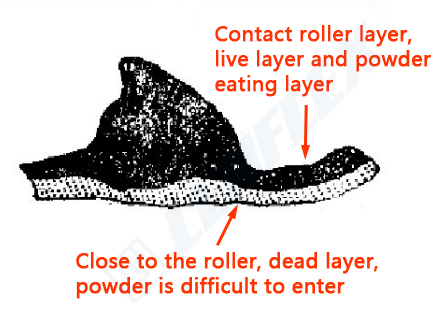
Open mixer mixing: roll wrapping - powder eating - turnover
A. After the raw rubber is plasticized, adjust the roll distance to 1mm ~ 6mm, let the rubber wrap the roll, add the compounding agent in turn, and enter the powder eating stage. At this time, control the glue accumulation on the roller. If there is too much glue accumulation, some rubber will roll on the roll and cannot enter the roll gap, so that the compounding agent cannot be mixed. If there is too little rubber, the compounding agent is rubbed into the rubber only by the shear force between the rear roller and the rubber, but does not enter the rubber, which will affect the dispersion effect. At the same time, the compounding agent not rubbed into the rubber will be pressed into flakes and fall off the receiving tray. Generally, the accumulated glue is 1 / 3 of the roll wrapping glue, and the rubber between the two rolls can wrinkle.
Wrap roll:
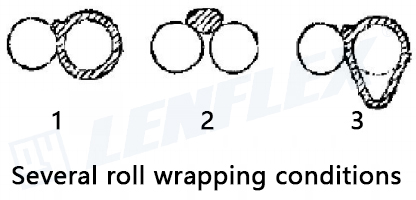
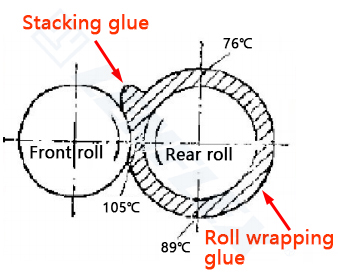
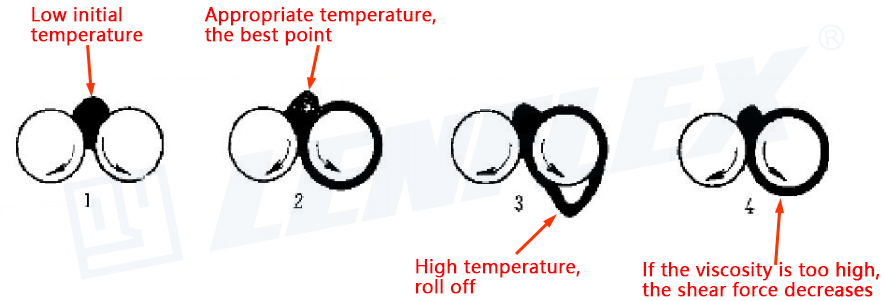
Roll wrapping status during mixing:
Mill Mixing:
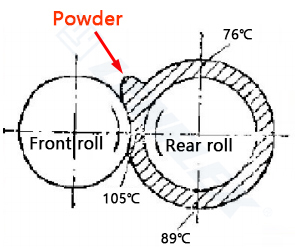
B. First, add difficult dispersing compounding agents, such as SA, ZnO, RD and other anti-aging agents, gumaron solid resin, etc. Then add other compounding agents that are easy to disperse, such as MB, white filler, carbon black, etc. after all compounding agents are completely dissolved in the glue, make a thick triangular bag for more than 6 times, and then conduct thin pass; The number of thin passes is generally 5-8 times. During thin pass, pay attention to observe the rubber surface: it is smooth, shiny and no particles. It is OK. If there are particles or the surface is not smooth, the number of thin passes needs to be increased. When adding the compounding agent, add it evenly and slowly: add it slowly from the left to the right of the roller or from the right to the left. When the compounding agent is controlled to fall to the rubber receiving plate, draw the glue left and right and turn it over to make the compounding agent disperse evenly and speed up the mixing speed at the same time. If the speed of adding the compounding agent is too fast and the glue is not scratched, it is easy for the compounding agent to be squeezed in a fixed area by the glue to produce agglomerates, which can not be dispersed.
C. When adding softener, the amount should be small. Add it from the middle of the roller. When adding softener, the glue cannot be scratched. Let the softener enter the rubber naturally with the rotation of the roller. When adding softener, pay attention to the rubber between the two rollers: if the rubber is rolled between the two rollers as small particles, the amount of softener can be increased appropriately. After adding softener, make 5 thick triangular bags. If it is too thin for 2-3 times, pull the tab for cooling.
D. Adding sulfur promoter: after preheating the cooled rubber mixture, the roll distance is 2.5mm-6mm, let the rubber wrap the roll, control the glue accumulation between the two rolls, and slowly add sulfur promoter. After adding sulfur promoter, make 5-8 rear triangular bags, roll pitch 0.3mm-0.5mm is too thin, and make triangular bags for 3-6 times. Note in this link: the number of times of triangular bag shall not be less, the action shall be fluent, and the process shall be completed in the shortest time to prevent the early vulcanization of the rubber, and the rubber shall be dispersed and cooled in time.
During the mixing process of the open mixer, in order to improve the efficiency, according to the hardness of the rubber, a part of the softener can be separated and added together with carbon black and white filler.
When it is too thin, it is necessary to ensure that there is more glue accumulation between the two rollers: it increases the adhesion between the rubber, improves the shear force of the rubber and is conducive to dispersion. For the rubber compound that is difficult to wrap, a part of carbon black can be added first.
Mixing summary of open mixer:
1. Feeding sequence.
2. Glue loading capacity and roll distance.
3. Roll temperature.
4. Mixing time.
5. Speed and speed ratio of roller.
Quality standard of compound:
1. After mixing the rubber, adjust the roll distance of the open mixer to 0.2-0.4mm. If the rubber is too thin, observe the surface of the thin rubber: it is glossy and smooth without particles, indicating that the dispersion of the rubber is good, otherwise it is poor. The poorly dispersed compound needs to be reworked. The hardness block can also be divided to observe whether there are particles on the cutting surface.
2. Through quick inspection, the performance of the compound is verified, mainly including tensile strength, tear strength, elongation, vulcanization curve, torque, Mooney viscosity and density.
Problems in rubber mixing:
1. Poor dispersion.
Reasons: wrong feeding sequence, insufficient mixing time, insufficient temperature, too little glue loading, etc.
Consequences: the rubber performance is not up to standard, the fluidity is poor, and the product is prone to particles, lack of materials, etc.
Solution: the mill is too thin.
2. Early scorch.
Cause: the mixing temperature is too high, there is too much sulfur promotion, and the parking time of promoted materials is too long.
Consequences: the product is short of material, the rough edge is thick, the rubber cannot be opened under pressure in the molding process, the product is brittle, easy to damage, difficult to remove the edge, and even the product is layered.
Solution: add anti scorch agent or adjust the formula or degrade the use.
3. Misdispense or mix materials.
Reason: the employees are not careful in their work, are not clearly marked, and the on-site management is wrong.
Consequences: the rubber is scrapped or degraded for use, and the product performance is degraded or cannot be used.
Solution: different glue types are mixed and can only be used for recycled glue. Mixed with glue, degraded for use. Note that in the ingredients, the softener is mismixed and can only be used for reclaimed rubber or scrapped.
Safety precautions during rubber mixing:
Open mixer for rubber mixing
A. Hands must not exceed the safety line (vertical roller 1 / 2 bisector).
B. Clench your hands and push the glue.
C. When applying glue, pay attention to the coordination of actions to prevent scratching hands.
D. When transferring goods, it is strictly prohibited to transfer them from above the roller (from below the roller and outside the dangerous area).
E. When the rubber spills out of the rubber baffle, stop the machine first and take the material only after the roller stops rotating.
F. When cleaning the machine, stop the machine for cleaning.
Audited supplier
LENFLEX - Rubber mixing process
LENFLEX - How to choose the right hydraulic hose?
LENFLEX - How to choose the right hydraulic hose?
LENFLEX - Yiqiao group & Factories starts in 2022
LENFLEX - 2021 annual summary meeting of "Yiqiao group"
LENFLEX-On December 30, 2021, Lenflex's closing work
LENFLEX IN PTC ASIA ,SHANGHAI ,2021
Chemical composite hose - INDUSTRIAL HOSE - LENFLEX
Black Corrugated Surface Rubber Water Suction Hose @ 5.90 M/roll - LENFLEX







